Zváranie trením
FRITIČNÉ ZVÁRANIE
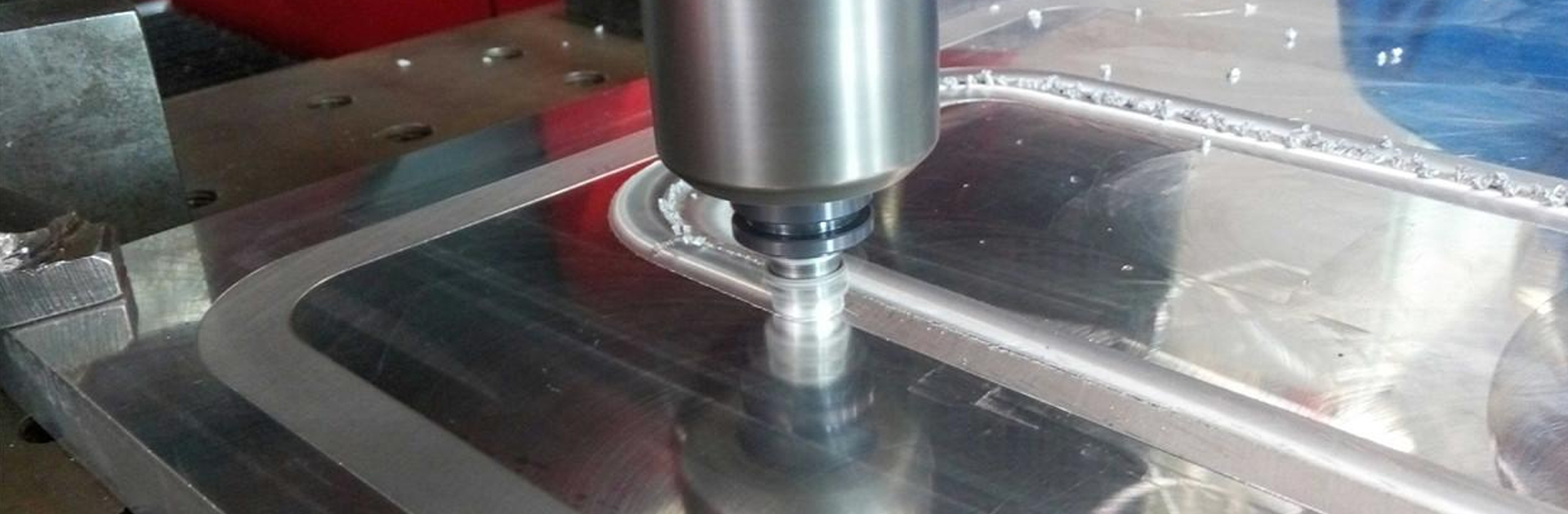
Zváranie trením označuje spôsob zvárania využívajúci teplo generované trením kontaktnej plochy obrobku ako zdroj tepla, ktorý spôsobuje plastickú deformáciu obrobku pod tlakom.
Pod pôsobením tlaku, pod pôsobením konštantného alebo prírastkového tlaku a krútiaceho momentu, generuje relatívny pohyb medzi čelnými plochami zváracieho kontaktu trecie teplo a plastické deformačné teplo na trecom povrchu a jeho okolí, takže teplota jeho okolia stúpa na Teplotný rozsah blízky, ale spravidla nižší ako bod topenia, deformačná odolnosť materiálu sa zníži, zlepší sa plasticita a rozbije sa oxidový film na rozhraní. Pôsobením tlaku na zdrsnenie sú plastické deformácie a prietoky materiálu sprevádzané molekulárnou difúziou a rekryštalizáciou na rozhraní. Metóda zvárania v pevnej fáze na realizáciu zvárania.
Spoločnosť Minghe ponúka kompletné riešenia zvárania trením pre širokú škálu aplikácií tlakového liatia - s veľkým portfóliom strojov a ďalšou podporou od inžinierstva po servis. Ako globálny líder v oblasti výroby investičných odliatkov sme hrdí na to, že ponúkame iba tie najlepšie služby na trhu. Naša vášeň pre vynikajúci zákaznícky servis vedie našu snahu o vynikanie. Ak sa chcete dozvedieť viac informácií o našich službách alebo prediskutovať možnosti vášho budúceho projektu, kontaktujte náš tím ešte dnes.
Podstata zvárania trením
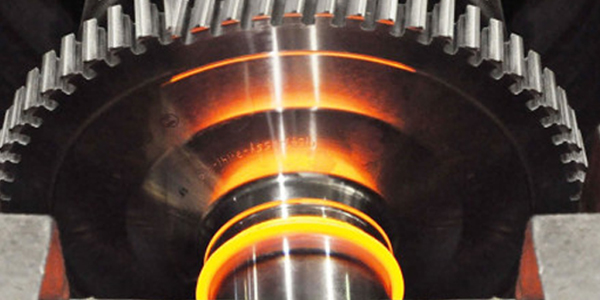
Je bežné, že sa kovové povrchy mechanických častí spoja a zvárajú v dôsledku trenia. V procese rezania kovu a vysokorýchlostnej rotácie stroja sa často zistí, že povrchy dvoch kovových častí sú navzájom zvarené v dôsledku trenia a tepla. Napríklad: pri sústružení sa na sústružníckom nástroji vytvorí nahromadená hrana; počas vŕtania sú vrták a obrobok často navzájom spojené; klzné ložisko uviazlo v dôsledku spálenia hriadeľa. Samozrejme, tieto situácie vždy boli nehody, ktorým sa ľudia snažia vyhnúť. Analyzované ako fenomén zvárania, ich proces nie je dokonalý a kvalita zvárania nie je ideálna.
Analýzou týchto fenoménov spojenia a zvárania je však užitočné pochopiť podstatu trecieho zvárania.
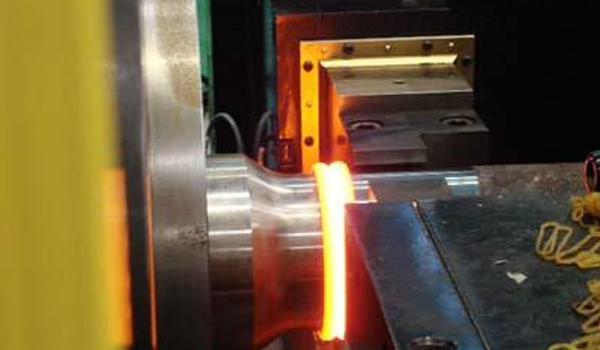
Trenie ničí oxidový film na povrchu kovu. Tvorba trecieho tepla znižuje pevnosť kovu, ale zvyšuje jeho plasticitu. Trecí povrchový kov vytvára plastickú deformáciu a tok, ktorý zabraňuje oxidácii kovu, podporuje vzájomnú difúziu atómov zvarového kovu a vytvára silný zvarový spoj. To je podstata trecieho zvárania.
Vlastnosti trecieho zvárania
Prečo sa trecie zváranie veľmi rýchlo rozvíja doma i v zahraničí a jeho uplatnenie je veľmi široké, je to preto, lebo má množstvo výhod. Medzi tieto výhody patria nasledujúce aspekty:
1. Kvalita zvárania spoja je dobrá a stabilná
Miera šrotu prechodových spojov hliník-meď vyrobených zváraním pri nízkych teplotách trením je v našej krajine menej ako 0.01%; továreň na výrobu kotlov používa na výrobu cievok ekonomizéra trenie namiesto bleskového zvárania a miera šrotu sa znížila z 10% na 0.001%. Západné Nemecko používa na výrobu výfukových ventilov automobilov trenie namiesto bleskového zvárania a miera odmietnutia zvárania klesla z 1.4% na 0.04 ~ 0.01%. Z vyššie uvedených príkladov je zrejmé, že miera šrotu trecieho zvárania je veľmi nízka, čo predstavuje asi 1% bežnej metódy zvárania.
2. Vhodné na zváranie rozdielnej ocele a odlišných kovov.
Zváranie trením môže zvárať nielen bežné odlišné ocele, ale aj odlišné ocele a odlišné kovy s veľmi odlišnými mechanickými a fyzikálnymi vlastnosťami pri izbovej teplote a vysokej teplote, ako je uhlíková konštrukčná oceľ - rýchlobežná nástrojová oceľ; meď - nehrdzavejúca oceľ. Okrem toho môže tiež zvárať odlišné kovy, ktoré vytvárajú krehké zliatiny, ako je hliník-meď, hliník-oceľ atď.
3. Vysoká presnosť veľkosti zvarenca
Pre predspaľovaciu komoru naftového motora vyrobenú trecím zváraním je maximálna chyba celkovej dĺžky ± 0.1 mm. Niektoré špeciálne trecie zváracie stroje môžu zabezpečiť, aby bola tolerancia dĺžky zvarenca 0.2 mm a výstrednosť menšia ako 0.2 mm. Preto sa trecie zváranie nepoužíva iba na zváranie polotovarov, ale aj na zváranie zmontovaných výrobkov.
4. Zvárací stroj má nízku spotrebu energie a energie.
V porovnaní s trecím a bleskovým zváraním je úspora energie približne 80 ~ 90%.
5. Vlastnosti trecieho zvárania na ochranu životného prostredia
Pracovisko na trecie zváranie je hygienické, bez iskier, oblúkov a škodlivých plynov, čo prispieva k ochrane životného prostredia a je vhodné na použitie v automatických výrobných linkách s ďalšími pokrokovými metódami spracovania kovov.