
Vplyv troch rezných prvkov na efektivitu obrábania
Každý vie, že pri zlepšovaní efektívnosti obrábania je zvýšenie troch prvkov rezania (rýchlosť rezania, hĺbka rezu a rýchlosť posuvu) najjednoduchšou a najpriamejšou metódou. Vylepšenie troch prvkov rezania nástrojov je však všeobecne obmedzené existujúcimi návrhovými podmienkami obrábacieho stroja. Najlacnejším spôsobom je teda výber dobrého materiálu nástroja.
Pravidlo určenia troch prvkov rezania
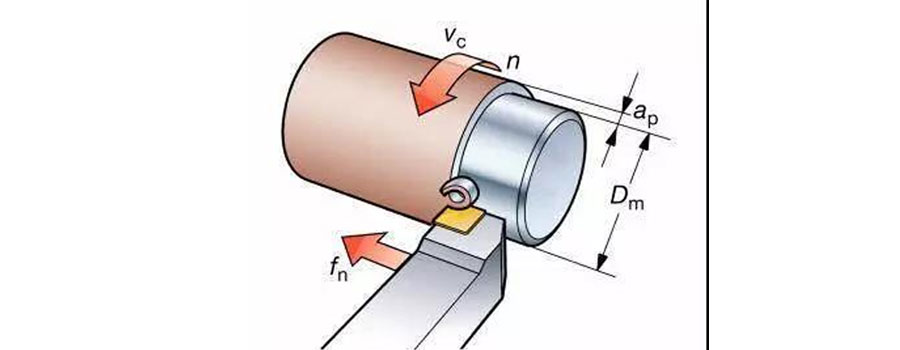
Určte hĺbku noža, množstvo posuvu a lineárnu rýchlosť rezania.
Hĺbka rezu: všeobecne sa určuje podľa príspevku k obrábaniu;
Rýchlosť posuvu: Rýchlosť posuvu hrubého obrábania je určená výkonom obrábacieho stroja a rýchlosť posuvu dokončenia je určená drsnosťou povrchu;
Rýchlosť rezania: Určuje sa podľa materiálu nástroja a otáčok vretena obrábacieho stroja.
Z pohľadu zlepšovania cnc obrábanie efektívnosť, zvýšenie hĺbky rezu je pravdepodobne metóda, ktorú stojí za zváženie. Jedným z dôležitých dôvodov je, že experimenty preukázali, že ak sa hĺbka rezu rovná desaťnásobku posuvu, zvýšenie hĺbky rezu bude mať minimálny vplyv na životnosť nástroja. Ak sa zvýši rýchlosť rezania, zmena rýchlosti rezania spôsobí, že životnosť nástroja sa zmení takmer na dvojnásobok rýchlosti; ak sa zmení posuv, životnosť nástroja sa dá zhruba rovnako zmeniť. Preto, keď nie je možné dosiahnuť takzvanú „čistú veľkosť“ pre polotovary nášho režimu hromadnej výroby, je zvýšenie hĺbky rezu voľbou, ktorou je možné dosiahnuť vysoko efektívny výrobný cyklus bez toho, aby došlo k výraznému zvýšeniu nákladov na nástroj.
Výber nástroja
Nástroje zo spekaného karbidu sú bežným nástrojom na súčasnom trhu s nástrojmi. Každý tento nástroj pozná. Tri rezné prvky z nástrojov zo slinutého karbidu môžete upraviť podľa skutočných podmienok miesta spracovania, aby ste maximalizovali životnosť nástroja a efektivitu spracovania. Avšak kubický dusík Vývoj nástrojov na báze bóru nebol dlhý a veľa ľudí sa týchto nástrojov nikdy nedotklo. S nástupom tvrdých materiálov a ťažko obrábateľných materiálov sa však postupne v zornom poli všetkých objavovali nástroje kubického nitridu bóru. Ale veľa ľudí si často myslí, že nástroje na kubický nitrid bóru sú obmedzené na vysokorýchlostné procesy rezania a dokončovania.
Vďaka neustálemu výskumu a vývoju a inováciám v priemysle supertvrdých materiálov sa nástroje na kubické nitridy bóru často používajú v procesoch hrubého obrábania a v podmienkach prerušovaného rezania. Výber nástrojov na kubický nitrid bóru je rovnaký ako pri nástrojoch zo slinutého karbidu. Podľa rôznych materiálov obrobku sa vyberajú rôzne triedy nástrojov a štruktúry nástrojov.
Na proces dokončovania sa zvyčajne používa čepeľ z kompozitného zváraného kubického nitridu bóru. Má iba špičkovú časť kubického nitridu bóru a matricou je matrica zo slinutého karbidu. Hĺbka noža je riadená do 0.5 mm, takže ho možno použiť iba Pri dokončovacích procesoch vyberte pre tie, ktoré majú veľké okraje a nepravidelné povrchy, integrovanú kubickú čepeľ z nitridu bóru. Celé telo je vyrobené z kubického nitridu bóru. Hĺbka rezu je 1 - 10 mm a životnosť nástroja je všeobecne 3 hodiny / rezná hrana.
S pokrokom vo výskume nástrojov na kubický nitrid bóru a skutočnými potrebami pri spracovaní sa pôvodná vysokorýchlostná povrchová úprava vyvinula na prerušovanú, drsnú a polodokončenú úpravu a dá sa použiť aj v bežných obrábacích strojoch; náklady na použitie sú tiež ekonomickejšie.
Ďalšie čítanie
Rozsahy obrábania nástrojov na kubický nitrid bóru a nástrojov zo slinutého karbidu sa prekrývajú. Napríklad je možné spracovať sivú liatinu, nástroje zo slinutého karbidu a nástroje z kubického nitridu bóru. Môžete si zvoliť ekonomickejší a nákladovo efektívnejší nástrojový materiál, slinutý karbid podľa potrieb podniku. Vďaka vlastným obmedzeniam výkonu môže maximálna lineárna rýchlosť nástroja dosiahnuť 350 m / min., Zatiaľ čo kubický nitrid bóru môže dosiahnuť 1500 30 m / min. Súčasne je životnosť kubického nitridu bóru 50 - 5-násobná oproti bežným nástrojom zo slinutého karbidu. 15-XNUMX-násobok životnosti nástroja z vrstveného karbidu.

Spoločnosti si však na spracovanie šedej liatiny slepo nevyberajú nástroje z kubického nitridu bóru. Cena nástrojov na kubický nitrid bóru je koniec koncov vyššia ako cena nástrojov zo slinutého karbidu. Preto sa odporúča zvoliť masovú výrobu a vysoké požiadavky na efektivitu spracovania. Pokiaľ nie je efektivita spracovania pre rezné nástroje z kubického nitridu bóru vysoká a je málo pracovných miest, je ekonomickejšie a nákladovo efektívnejšie zvoliť si rezné nástroje zo slinutého karbidu.
Ponechajte si zdroj a adresu tohto článku na opätovnú tlač:Vplyv troch rezných prvkov na efektivitu obrábania
Minghe Spoločnosť na tlakové liatie sú určené na výrobu a poskytujú kvalitné a vysoko výkonné odlievacie diely (sortiment kovových tlakových odliatkov zahŕňa hlavne Tenkostenné tlakové liatie,Odlievanie horúcej komory,Odlievanie za studena), Round Service (Die Casting Service,CNC obrábanie,Výroba foriem, Povrchová úprava). Akékoľvek vlastné hliníkové tlakové liatie, horčíkové alebo zamakové / zinkové tlakové liatie a ďalšie požiadavky na odliatky nás môžu kontaktovať.

Pod kontrolou noriem ISO9001 a TS 16949 sa všetky procesy uskutočňujú prostredníctvom stoviek pokrokových strojov na tlakové liatie, 5-osých strojov a ďalších zariadení, od blasterov po práčky Ultra Sonic. Spoločnosť Minghe má nielen moderné vybavenie, ale aj profesionálne vybavenie tím skúsených technikov, operátorov a inšpektorov, aby sa uskutočnil zákaznícky dizajn.

Zmluvný výrobca tlakových odliatkov. Zahŕňa hliníkové odlievacie diely zo studenej komory od 0.15 libry. do 6 libier., nastavenie rýchlej výmeny a obrábanie. Medzi služby s pridanou hodnotou patria leštenie, vibrovanie, odhrotovanie, otryskávanie, maľovanie, pokovovanie, natieranie, montáž a obrábanie nástrojov. Medzi materiály, s ktorými sa pracuje, patria zliatiny ako 360, 380, 383 a 413.

Pomoc pri navrhovaní zinkových tlakových liatín / súčasné inžinierske služby. Zákazkový výrobca presných odliatkov zo zinku. Môžu sa vyrábať miniatúrne odliatky, vysokotlakové odliatky, viacskĺzne odliatky do formy, konvenčné odliatky do formy, jednotkové a nezávislé tlakové odliatky a do dutých odliatkov. Odliatky je možné vyrábať v dĺžkach a šírkach do tolerancie +/- 24 palca.

Výrobca certifikovaný podľa ISO 9001: 2015 pod tlakom liateho horčíka. Medzi jeho funkcie patrí vysokotlakové liatie do horúca komora 200 ton a studená komora 3000 ton, návrh nástrojov, leštenie, formovanie, obrábanie, práškové a tekuté lakovanie, plná QA so schopnosťami CMM , montáž, balenie a dodávka.

Certifikované ITAF16949. Zahŕňa ďalšiu službu odlievania investičné casting,odlievanie piesku,Gravitačné liatie, Odlievanie stratenej peny,Odstredivé liatie,Vákuové liatie,Trvalé liatie foriemMedzi „možnosti“ patrí EDI, technická podpora, solídne modelovanie a sekundárne spracovanie.

Casting Industries Prípadové štúdie náhradných dielov pre: automobily, bicykle, lietadlá, hudobné nástroje, vodné skútre, optické prístroje, snímače, modely, elektronické prístroje, škatule, hodiny, stroje, motory, nábytok, šperky, prípravky, telekomunikácie, osvetlenie, lekárske prístroje, fotografické prístroje, Roboty, sochy, ozvučenie, športové vybavenie, náradie, hračky a ďalšie.
Čo vám môžeme pomôcť urobiť ďalej?
∇ Prejsť na domovskú stránku pre Die Casting Čína
→Odlievanie dielov-Zistite, čo sme urobili.
→ Rozšírené tipy o Služby tlakového liatia
By Výrobca tlakového liatia Minghe | Kategórie: Užitočné články |Materiál Tagy: Odlievanie hliníka, Zinkové liatie, Horčíkový odliatok, Odlievanie titánu, Odlievanie z nehrdzavejúcej ocele, Odlievanie mosadze,Bronzový odliatok,Prenášanie videa,História spoločnosti,Hliníkové tlakové liatie | Komentáre vypnuté







